
......3A Sanitary Temperature Sensors
3A Sanitary Temperature Sensors

Sanitary Sensor Installation

Project One
Project One
3-A sanitary system accepted practices pertain to the sanitation aspects of equipment used to produce frozen desserts, egg, milk, cottage cheese, and similar food and dairy products. Included are Culinary Steam, Boiler Feed Water, Heat Exchangers, Transfer Station, Silo Tank, Atmospheric Pasteurizers, Pipeline Milking Systems and Feed Production.
Why is 3A Sanitary Temperature Measurement Important?
The following sanitary systems are dependent upon accurate temperature measurement;
Pasteurization Systems include high temperature short time (HTST) at 105 degree's Celsius and higher heat shorter time (HHST) at 149 degree's Celsius. requirements.
Boiler Feed Water Systems include temperature measurement to reduce water hardness and to prevent corrosion and scale in boilers and or to facilitate sludge removal for proper boiler care and operation.
Santization Systems include temperature, time and the concentration of specific detergent solutions and bactericides. Cleaning and sanitizing procedures routinely include requirements at 121 degree's Celsius.
Such factors as flavor control, homogenization, clarification, and separation of the product are also directly affected by temperature.
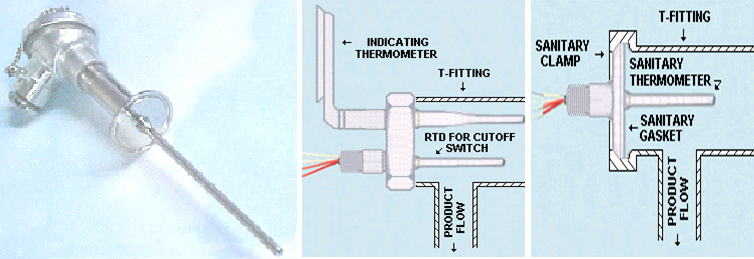
The temperature control system typically uses an Indicating Thermometer to measure the process temperature. A second thermometer is used to limit the maximum temperature to a defined preset value.
The temperature sensors are installed in a fitting at the outlet of the heating and or cooling system with and or without the use of a sanitary flange. These sensors have been mercury column thermometers in the past, but are now being replaced by high accuracy resistance temperature detectors (RTD's).
PT 100 Ohm, 385 temperature coefficient in accordance with ASTM E 644, an accuracy of 0.25ºCelsius and a temperature range -40 to + 200ºCelsius are the new standard for Sanitary Thermometers.
Product contact surfaces are manufactured from 316 Stainless Steel with a surface finish No. 4 (equivalent to 150 grit or better). Non product contact surfaces are manufactured from corrosion resistant material and are smooth, relatively free of pockets and crevices and readily clean-able. Non product contact surfaces are shipped prepared for coating.
(Product contact surfaces include the sensor sheath, and process side of the flange)
(Non product contact surfaces include the back side of the flange)
Terms of Use | Privacy Statement | Links